EuP - Tạo Lệnh sản xuất
Lệnh sản xuất là tài liệu giúp liệt kê các nguyên liệu, máy móc, con người và thông số kỹ thuật cần thiết để sản xuất ra sản phẩm, là quyết định của người quản lý để thực triển khai sản xuất. Lệnh sản xuất cũng giúp thống kê số lượng nguyên liệu, bán thành phẩm, thành phẩm để đánh giá hiệu quả của hoạt động sản xuất.
Truy cập vào chức năng Tạo mới, hoặc quản lý danh mục Lệnh sản xuất như sau:
Trang chính > Sản xuất > Lệnh sản xuất
Hoặc:
Đơn bán hàng > Tạo > Lệnh sản xuất
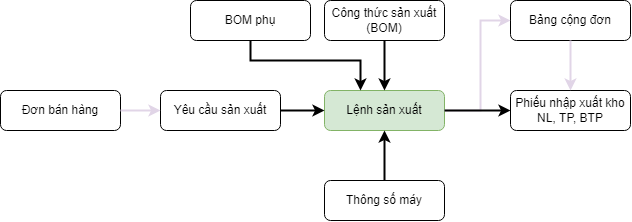
Mối quan hệ giữa lệnh sản xuất và các tài liệu khác trên hệ thống:
1. Thông tin cơ sở
Các thông tin sau cần thiết và nên tạo trước khi tạo Lệnh sản xuất: (nếu không có trước, có thể tạo trong quá trình chọn mục tương ứng)
Kho
Hàng hóa
Yêu cầu sản xuất
BOM chính, BOM phụ, thông số máy cơ sở, thông số máy theo dây chuyền
2. Các bước thực hiện
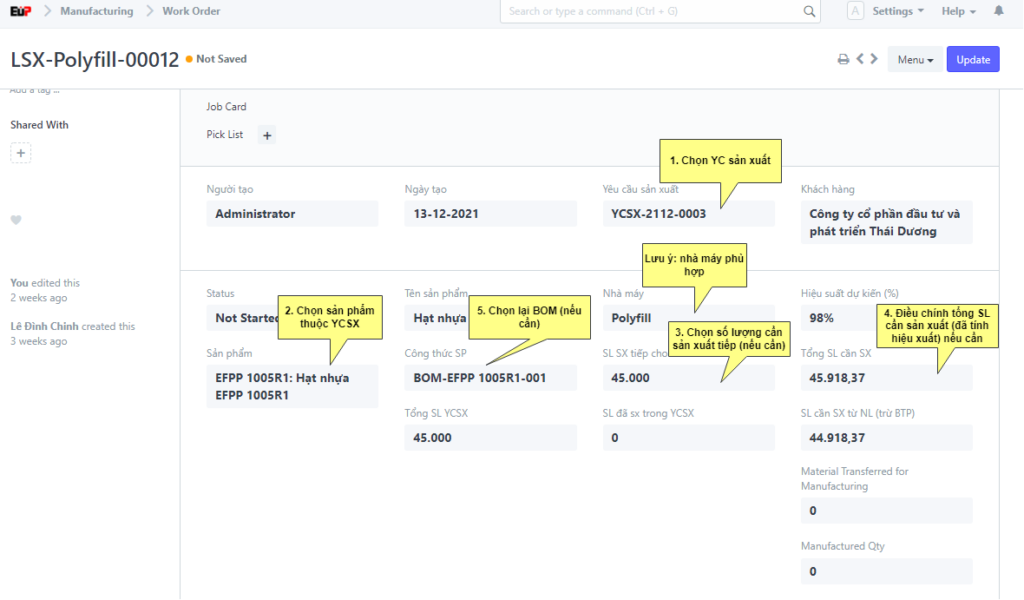
a. Điền thông tin cơ bản
Chọn Yêu cầu sản xuất (lệnh sản xuất phải bắt nguồn từ 1 yêu cầu sản xuất).
Chọn Sản phẩm cần sản xuất trong số các hàng hóa thuộc Yêu cầu sản xuất đã chọn.
Điền số lượng cần sản xuất tiếp cho YCSX (nếu cần). Lưu ý: Trước đó hệ thống đã tự động lấy số lượng cần và đã sản xuất cho YCSX này để tính ra số lượng cần sản xuất tiếp theo mặc đinh.
Điều chỉnh hiệu suất (mặc định 98%) và tổng SL cần sản xuất (đã đính đến hiệu xuất) nếu cần.
Hệ thống sẽ tự lấy thông tin BOM mặc định của sản phẩm đó trong danh mục BOM. Người dùng có thể chọn BOM khác (của sản phẩm này) nếu không muốn dùng BOM mặc định.
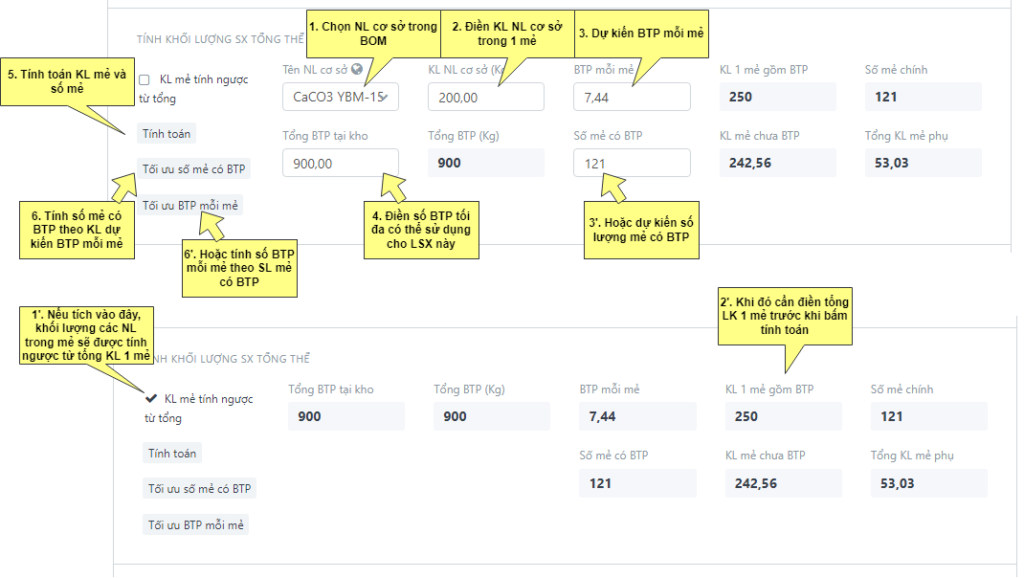
 b. Tính khối lượng 1 mẻ, số lượng mẻ cần sản xuất và dự kiến SL bán thành phẩm đưa vào
b. Tính khối lượng 1 mẻ, số lượng mẻ cần sản xuất và dự kiến SL bán thành phẩm đưa vào
Chọn một NL cơ sở và khối lượng trong mẻ để tính toán (vd. đá vôi, KL 200 Kg).
Dự kiến BTP mỗi mẻ hoặc dự kiến số lượng mẻ có BTP.
Điền số BTP tối đa có thể sử dụng cho LSX này (hệ thống sẽ cố gắng lấy tối đa BTP cho LSX từ con số này).
Bấm Tính toán (để tính NL 1 mẻ, số mẻ chính số mẻ phụ, KL mẻ phụ …)
Bấm Tối ưu số mẻ có BTP để tính số lượng mẻ có BTP từ dự kiến BTP mỗi mẻ (hoặc bấm Tối ưu BTP mỗi mẻ để tính KL BTP mỗi mẻ dựa trên dự kiến số lượng mẻ có BTP đã điền).
Tổng BTP cần bổ sung vào LSX sẽ được tính toán (giới hạn tối đa bằng tổng BTP tại kho đã nhập, đồng thời phù hợp với dự kiến BTP/mẻ hoặc số mẻ có BTP, tùy theo cách tính).
Khối lượng sản phẩm được sản xuất từ NL (trừ BTP) ở trên cũng sẽ được cập nhật lại theo lượng BTP được tính ra.
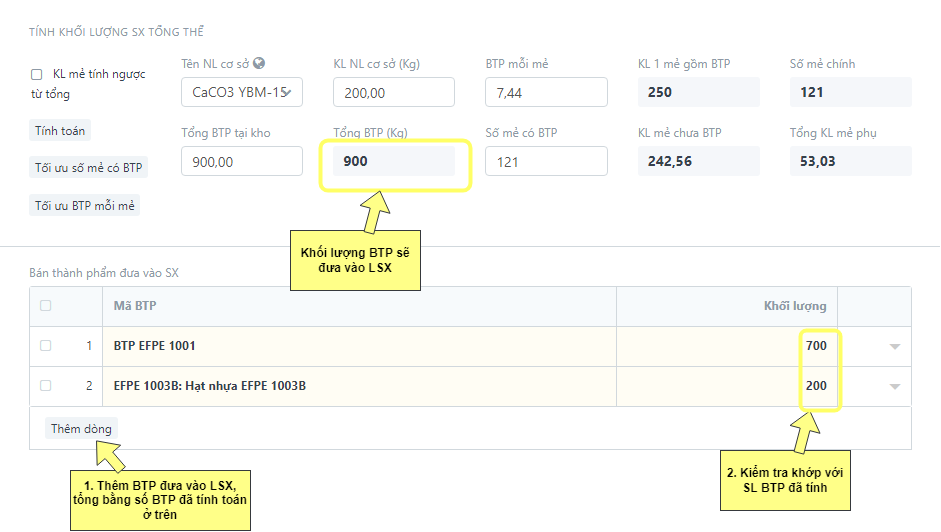
 c. Bổ sung danh sách BTP đưa vào Lệnh sản xuất theo khối lượng đã tính
c. Bổ sung danh sách BTP đưa vào Lệnh sản xuất theo khối lượng đã tính
Căn cứ theo SL BTP đã tính, nhập danh sách BTP và khối lượng tương ứng, đảm bảo tổng KL khớp với LK BTP đã tính ở bước trên. Lưu ý: Lượng nguyên liệu cần dùng để sản xuất đã được trừ theo số lượng BTP được tính toán ở trên, do đó nếu danh mục BTP không khớp (thiếu hoặc thừa so với SL tính toán) sẽ ảnh hưởng tới việc tính hiệu suất của lệnh.
 d. Bổ sung danh sách NL chính (theo BOM của KTSX)
d. Bổ sung danh sách NL chính (theo BOM của KTSX)
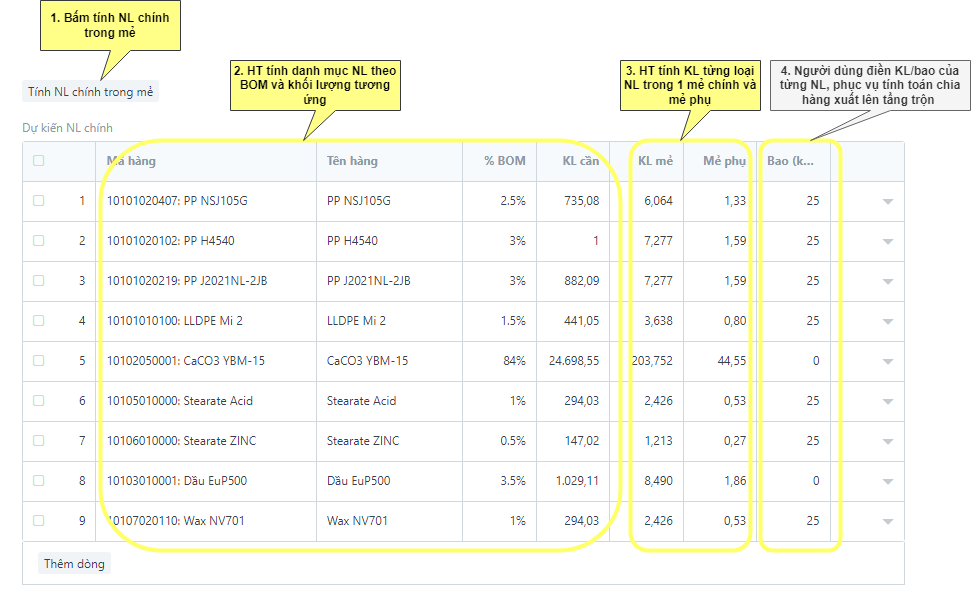
Bấm Tính NL chính trong mẻ, hệ thống sẽ lấy danh mục và khối lượng NL cần thiết căn cứ theo BOM của KTSX và tổng khối lượng SP cần sản xuất từ NL ở trên.
Hệ thống cũng tính toán khối lượng từng loại NL trong mỗi mẻ chính và mẻ phụ.
Người dùng nhập khối lượng trong mỗi bao của từng NL để tính toán cách chia pallet chuyển tầng trộn trong bước tiếp theo. Các NL không điền số lượng sẽ không tính toán chia pallet (vd. Dầu, bột đá)
 e. Tính toán chia pallet
e. Tính toán chia pallet
Điền số mẻ sản xuất mỗi lần chuyển và tỉ lệ giới hạn nếu cần (hệ thống mặc định 10 mẻ và 70%). Các loại NL chiếm trên tỉ lệ này (vd. Bột đá) và các loại NL không được điền khối lượng/bao ở trên sẽ không được đưa vào tính toán.
Bấm Tính toán.
Hệ thống sẽ tính và trình bày danh mục chia pallet như dưới đây. Khi đưa ra bản in, NL1, NL2… sẽ được thay thế bằng mã và tên của loại NL tương ứng.
f. Chọn và tính toán NL phụ
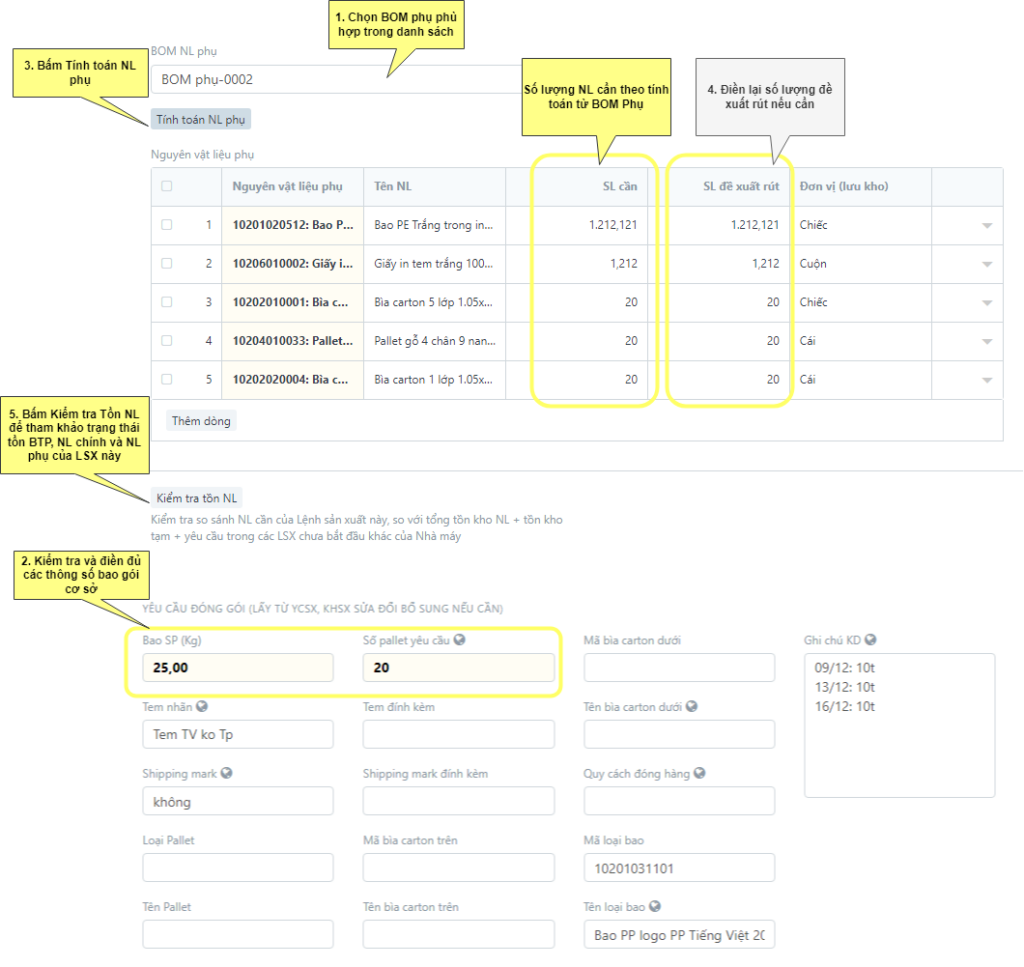
Chọn BOM NL phụ từ danh sách (NL phụ là các NL không cấu thành công thức sản phẩm, nhưng cần thiết để hoàn thiện sản phẩm như tem, vỏ bao, pallet, … BOM phụ là danh mục NL phụ được NM tạo ra. Xem Tạo BOM phụ)
Kéo xuống mục YÊU CẦU ĐÓNG GÓI, kiểm tra 2 thông số: “Khối lượng/ 1 bao sản phẩm” và “Số pallet yêu cầu” lấy từ YCSX. Nếu chưa có cần điền đầy đủ để làm cơ sở cho tính toán NL phụ.
Bấm Tính toán NL phụ.
Hệ thống sẽ tính số lượng NL phụ thiết theo BOM phụ, các thông số cơ sở và tổng khối lượng SP cần sản xuất.
Bấm Kiểm tra tồn NL để tham khảo thông tin tồn NL trong kho (đã trừ phần bị đăng ký bởi các LSX đã chốt mà chưa bắt đầu khác).
g. Bố trí sản xuất
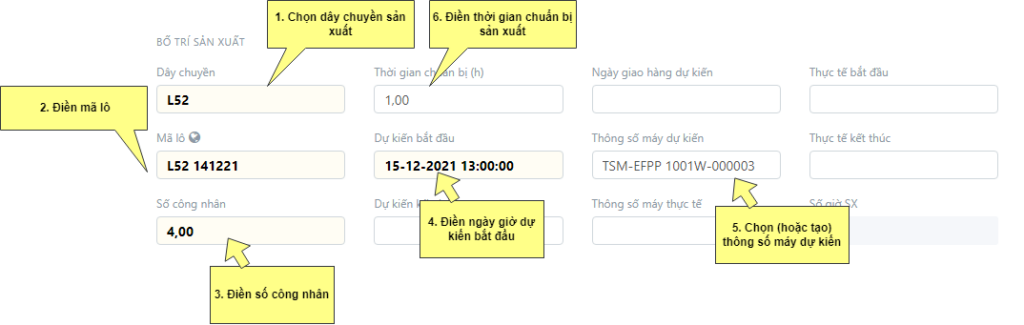
Chọn dây chuyền sản xuất, điền mã lô, số lượng công nhân, ngày giờ bắt đầu dự kiến
Chọn thông số máy (Thông số máy của từng nhà máy và từng dây chuyền có thể khác nhau, được NM chủ động tạo ra dựa trên Thông số máy cơ sở do KTSX tạo ra. Xem mục Tạo thông số máy)
Điền thời gian chuẩn bị sản xuất. Thời gian chuẩn bị giúp xác định thời gian chết của dây chuyền khi đổi lô, thời gian chuẩn bị khác nhau theo từng lệnh sản xuất, phụ thuộc chính vào mức độ vệ sinh dây chuyền (vd. khi chuyển từ lô bột đá kích thước lớn sang nhỏ)
 h. Bấm lưu và Chốt lệnh sản xuất
h. Bấm lưu và Chốt lệnh sản xuất